一貫した自社生産が 高品質を保証する、独自のトータルシステム
Topura's Original Integrated Production System Guarantee High Quality.
「トープラ」が常に業界トップの座を堅持できたのは、伸線から検査・包装までの一貫した自社生産システムと、
国際基準対応の徹底した品質保証体制があったからこそ。“不良品をつくらない、そして次工程に流さない”をモットーに、
私たちは独自のトータルシステムで、ハイクォリティな製品をこれからも安定的に供給してまいります。





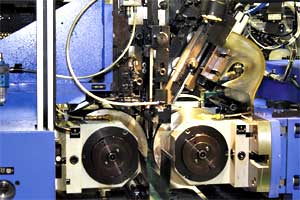
 座金組み込みねじの加工工程。
転造により製造されたねじの外径が、転造前のブランクの径より大きくなる原理を座金の脱落防止に利用して生産します。
高い強度のボルトに平座金・バネ座金・サラ形バネ座金などの組み付けも効率よく行う事が可能です。
座金組み込みねじの加工工程。
転造により製造されたねじの外径が、転造前のブランクの径より大きくなる原理を座金の脱落防止に利用して生産します。
高い強度のボルトに平座金・バネ座金・サラ形バネ座金などの組み付けも効率よく行う事が可能です。